H13 steel hot work die steel is widely used in casting die, hot forging die and hot extrusion die which require high toughness and thermal fatigue resistance due to its excellent hardenability, hardenability and good room temperature and high temperature performance. At present, aluminum alloy die-casting molds mostly use H13 steel, and we also use this steel to make mold cores. However, in the actual production, the core of a certain aluminum alloy die-casting mold frequently breaks, and the fracture is analyzed to find a reasonable and feasible method to avoid frequent fracture.
1. Analysis
(1) Macroscopic fracture analysis
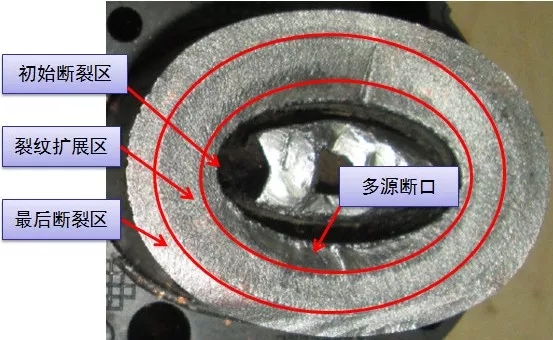
The core structure is as shown in Fig. 1. The cross section is an elliptical core, the long axis is about 80 mm, the short axis is about 50 mm, and the fracture is substantially near the horizontal line in Fig. 1. In the process of die-casting production, the core is repeatedly pulled up and down, and about 13,000 molds are produced, and the fracture occurs. It can be seen that the inner cavity has a cooling water passage, and the fracture is as shown in Fig. 2. The entire section is divided into an initial fracture zone, a crack extension zone and a final fracture zone. Judging from the fracture pattern, the crack source is in the position of the inner wall of the cavity shown in Fig. 3, which is stepped and belongs to the multi-source fracture. In the subsequent repeated core-pulling process, the crack propagates and eventually breaks.
(2) Component analysis
The cross-section of the core is sampled, and the chemical composition of the direct-reading spectrum analyzer is shown in the attached table. It can be seen that the chemical composition of the core is in accordance with the standard of H13 steel.
(3) Microscopic analysis
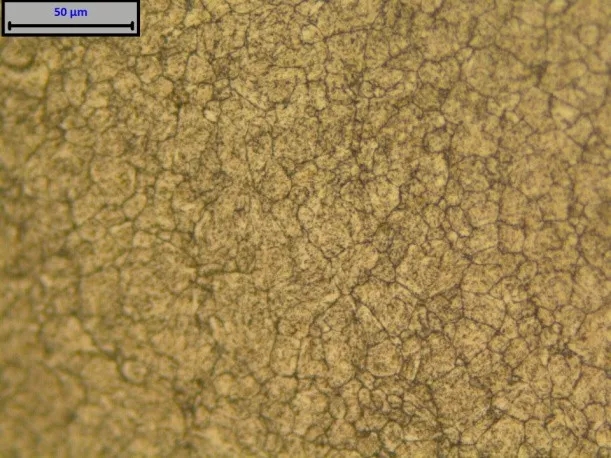
The longitudinal and transverse specimens were cut from the cracked portion of the workpiece, and observed after grinding and polishing, as shown in Figs. 4 and 5. The metallographic structure is viewed longitudinally. According to the North American Die Casting Association’s band structure/microscopic unevenness rating standard “NADCA#207-2003”, the banded structure grade is within an acceptable range, and the carbides are evenly distributed. Lateral view of the metallographic structure, the matrix is tempered martensite and fine carbide, grain size 7 ~ 8; Rockwell hardness 46 ~ 48HRC, in line with hardness requirements. Metallographic organization is normal, not the cause of core breakage.
The longitudinal direction of the crack source was observed, and the metallographic structure near the inner cavity wall was observed. It was found that the inner cavity wall was very rough and there were a large number of transverse cracks.
Communicating with the production personnel revealed that the inner cavity of the core was machined by EDM and then put into production without any other treatment. Trace back to the EDM process at that time, and restore the EDM process on a new H13 mold steel block. The metallographic analysis is shown in Figure 7. According to the processing technology at the time, the EDM white bright layer can be as deep as 50μm thick. Micro-cracks immediately appeared on the white bright layer after EDM. Since the inner cavity of the core is subjected to the electric discharge machining process, a thick white bright layer and a large number of micro cracks are inevitably generated. In the actual production process, the die-casting mold is generally produced at a higher temperature. In the production process of each mold, the surface of the mold core absorbs the heat released by the aluminum alloy melt during the solidification process, and then generates heat transfer to the inner layer. However, due to the presence of cooling water in the inner layer, the temperature of the inner cavity is very low, so that the microcracks tend to expand and gradually develop into a large number of transverse cracks in an environment in which the inner and outer cavities are alternately repeated.
Considering that the inner cavity of the core is surrounded by cooling water for a long time, the water quality is ordinary tap water, which is highly prone to corrosion in such an environment, as shown in Fig. 8. There are a large number of corrosion products in the transverse cracks. In the cooling water path of the core pulling, when the water temperature reaches above 60 °C, the calcium and magnesium ions are easily decomposed and scaled. When the water is cooled, the slightly soluble matter in the cooling water crystallizes and forms calcium sulfate on the inner surface of the cored cavity. Scales such as calcium carbonate. When an electrolyte such as a dissolved gas or a corrosive salt contained in the water is in contact with the H13 mold steel, Fe2+ is precipitated on the surface of the mold steel due to the action of the electrolyte, and the surface of the inner cavity is corroded. At the same time, dust and debris in the air are mixed into the cooling water, causing the microorganisms to multiply and accelerate the corrosion of the core of the mold.
Thus, under the combined effect of the micro-cracking of the electric discharge machining and the corrosion of the cooling water on the mold, the transverse cracks are continuously expanded and finally broken during the repeated extraction of the core.
2. Improvements and effects
Based on the above-mentioned fracture, the EDM process must be improved. In the past, in order to improve production efficiency, the inner cavity was often processed with a large current, and the white bright layer produced was very thick. In order to reduce the influence of the white bright layer, it was necessary to use a small current finishing process to enhance the smoothness of the electrode itself. Of course, we must also consider the production efficiency. After many adjustments, we finally choose the appropriate processing technology to reduce the white bright layer to an average of about 10μm, as shown in Figure 9.
After that, the white bright layer must be removed, but the artificial sanding will inevitably result in rough and rough surface, and the uneven surface will also become the starting point of the fracture. In order to minimize such uneven surfaces, electrolytic polishing is used. The inner cavity of the polished core is an anode, and the insoluble metal is a cathode. The two poles are simultaneously immersed in the electrolytic cell, and a selective anode is dissolved by direct current, thereby reducing the surface roughness of the cavity and achieving a smooth surface.
In order to reduce the corrosion effect of the cooling water in the inner cavity of the core, a certain amount of corrosion inhibitor and scale inhibitor are added to the cooling water. Under the protection of the above measures, the current core production of more than 80,000 molds is still good, no tendency to break.
3. Conclusion
(1) After the EDM process, the white bright layer must be removed, and the surface of the cavity should be electropolished to increase the smoothness and prevent the occurrence and expansion of microcracks.
(2) In the environment of ordinary tap water, the core cavity of the cooling water passage may corrode and cause fracture. Adding a quantitative corrosion inhibitor and scale inhibitor to the cooling water effectively reduces the occurrence of corrosion and prolongs the life of the mold.

