16MnCr5H is a German-grade steel known for its good hardenability and machinability. After heat treatment, it provides high hardness, strong wear resistance, and good impact toughness at low temperatures. This Mn-Cr alloy steel is widely used in automotive gears for models like Santana, Audi, and Jetta.
However, mixed grain structures can appear during production. These may affect the final quality of the product.
To ensure excellent overall performance, Mn-Cr gear steels usually go through carburizing and hardening. During carburizing, the austenite grains grow rapidly. In some cases, this can lead to grain coarsening or the formation of mixed grain structures.
This study examines the impact of varying heating temperatures on the austenite grain size of 16MnCr5H steel. It also explores how mixed grains form, aiming to solve related quality issues.
-
Test Materials and Methods
1.1 Test Material
The test material was a φ50 mm diameter round bar of 16MnCr5H steel. Its main chemical composition is shown in Table 1.
Table 1 – Chemical Composition of 16MnCr5H Steel
1.1 Test Method
Six φ22 mm specimens were heated to two different temperatures: 1135°C and 1200°C, held for 2 hours, and then air cooled. They were subsequently subjected to simulated carburizing heating and quenched in oil. The process parameters are shown in Table 2.
Table 2 – Simulated Carburizing Process Parameters
Additional φ22 mm specimens were heated to 840°C, 880°C, 920°C, and 980°C (corresponding to final rolling temperatures), held for 2 hours, and air cooled. These samples were then heated at 930°C for 6 hours (simulated carburizing), followed by oil quenching.
Metallographic samples were prepared and etched with saturated picric acid solution. Austenite grain size was measured according to GB/T 6394–2002 “Determination of Average Grain Size of Metals.”
-
Test Results and Analysis
2.1 Effect of Heating Temperature on Austenite Grain Size
Figures 1 and 2 show the austenite grains of 16MnCr5H steel after heating at 1135°C and 1200°C for 2 hours and air cooling, followed by carburizing simulations at 930°C, 950°C, and 980°C for 6 hours and oil quenching.
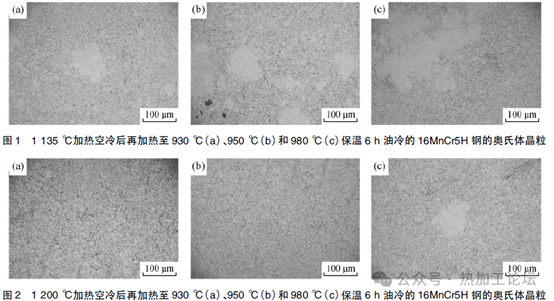
Figure 1 – Austenite Grains after 1135°C Heating Figure 2 – Austenite Grains after 1200°C Heating
- At 1135°C, austenite grain size ranged from Grade 8.0 to 2.0, indicating the presence of mixed grains.
- At 1200°C, grain size remained uniform between Grades 8.0 to 7.0 for 930°C and 950°C treatments, but mixed grains appeared at 980°C.
Austenite grain growth is a thermally activated process related to interfacial energy, driven by:
- Grain boundary migration (reducing boundary area),
- Pinning effect of second-phase particles (e.g., AlN) that resist grain boundary movement.
AlN plays a critical role in inhibiting austenite grain growth by pinning boundaries. When AlN dissolves at high temperatures, its pinning effect diminishes, promoting grain growth and mixed grain formation.
Key Finding: High-temperature heating (1200°C) allows complete AlN dissolution, which is beneficial during subsequent heat treatment to re-precipitate AlN uniformly and inhibit grain growth. However, reheating at 950–980°C after such pre-treatment still results in coarse and mixed grains due to reduced pinning effect.
Austenite grain size depends heavily on the quantity, size, and distribution of second-phase AlN particles.
The relationship between the pinning force and particle characteristics is:
F_max ∝ fσ / r
Where:
- fσ = volume fraction of particles
- r = particle radius
Smaller particles with higher volume fractions offer stronger resistance to grain growth. As heating temperature increases, more AlN dissolves and aggregates, weakening its pinning capability and resulting in mixed grains.

Formula for grain boundary pinning force by AlN particles in carburized 16MnCr5H steel — resistance related to particle size and volume fraction
2.2 Effect of Final Rolling Temperature on Austenite Grain Size
16MnCr5H steel was heated at simulated final rolling temperatures of 840°C, 880°C, 920°C, and 980°C for 2 hours, air cooled, and then carburized at 930°C for 6 hours and oil quenched.
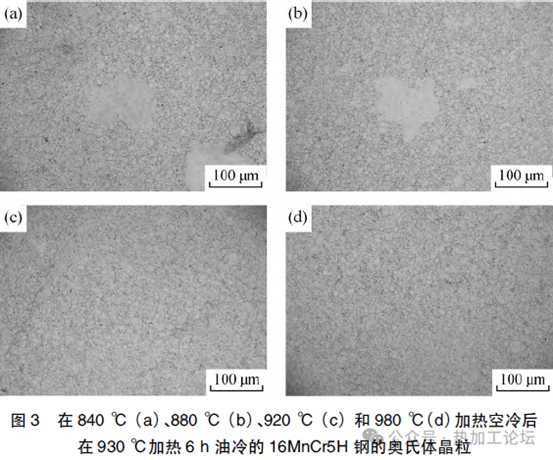
Figure 3 – Austenite Grains after Different Final Rolling Temperatures
- After 840°C and 880°C treatments, grain size ranged from Grade 8.0 to 2.0, with significant mixed grains.
- After 920°C and 980°C, grain size improved to Grades 8.0 to 7.0, with uniform and fine grains.
This confirms that the final rolling temperature significantly affects grain structure. At temperatures above 920°C, AlN precipitates more uniformly and effectively inhibits grain growth. In contrast, below 880°C, grain coarsening and mixed grains become prominent.
Crystallographic Texture Observation
Electron backscatter diffraction (EBSD) was used to study grain orientation and morphology. Figures 4(a) and 4(b) show pole figures in the Z direction after heating to 880°C and 980°C, respectively.
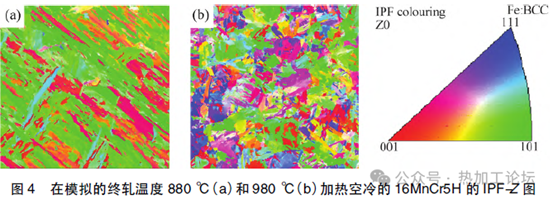
Figure 4(a) – Pole Figure at 880°C, Figure 4(b) – Pole Figure at 980°C
- At 880°C, incomplete recrystallization leads to elongated grains with preferred orientation. These grains coalesce during heat treatment, forming coarse mixed grains.
- At 980°C, more complete recrystallization prevents the formation of preferred orientations and thus avoids mixed grains.
From the above results, it can be seen that a higher final rolling temperature can reduce the mixed crystal degree of 16MnCr5H steel.
3. Conclusion
- Proper heat treatment at 930°C for 6h with oil cooling allows AlN to fully precipitate, enhancing boundary pinning, inhibiting austenite grain growth, and eliminating mixed grain issues. Grain size stabilizes at Grades 8.0 to 7.0.
- Grain coarsening and mixed grain formation are closely related to the dissolution and aggregation of second-phase AlN.
- Higher final rolling temperatures (above 920°C) reduce the occurrence of mixed grains, leading to a more uniform microstructure.
Looking for reliable suppliers of carburizing steels or technical support for gear steel applications?
Contact Fushun Special Steel today to discuss your project requirements or request a quote.
