Importance of Heat Treatment in Large Forged Steel Parts
Large forged steel components play a critical role in shipbuilding, railways, electric power, petrochemicals, metallurgy, and aerospace. These parts support national economic development and ensure the safety and reliability of high-end equipment. Their quality directly affects the performance and durability of heavy-duty systems.
Heat treatment is a key technology to enhance the quality of these components. Standard procedures include annealing, normalizing, quenching, and tempering. However, traditional standards like GB/T16923-2008 and GB/T16924-2008 mainly apply to small and medium-sized steel parts measured in kilograms. In contrast, large forged components are measured in tons and face unique issues such as segregation, uneven structure, inclusions, porosity, and internal stress.
To address these challenges, the government introduced two new national standards:
- GB/T37559-2019 (Normalizing and Annealing)
- GB/T37464-2019 (Quenching and Tempering)
This article focuses on the quenching and tempering processes based on GB/T37464-2019, which took effect on December 1, 2019.

Red-hot forged metal rings glow after heating in a high-temperature industrial furnace during the forging process.
Quenching Process for Large Forged Steel Components
1.1 What is Quenching?
Quenching involves heating the steel to form austenite and then cooling it rapidly to transform it into martensite or bainite. This process increases hardness and strength and includes three main stages: heating, holding, and cooling.
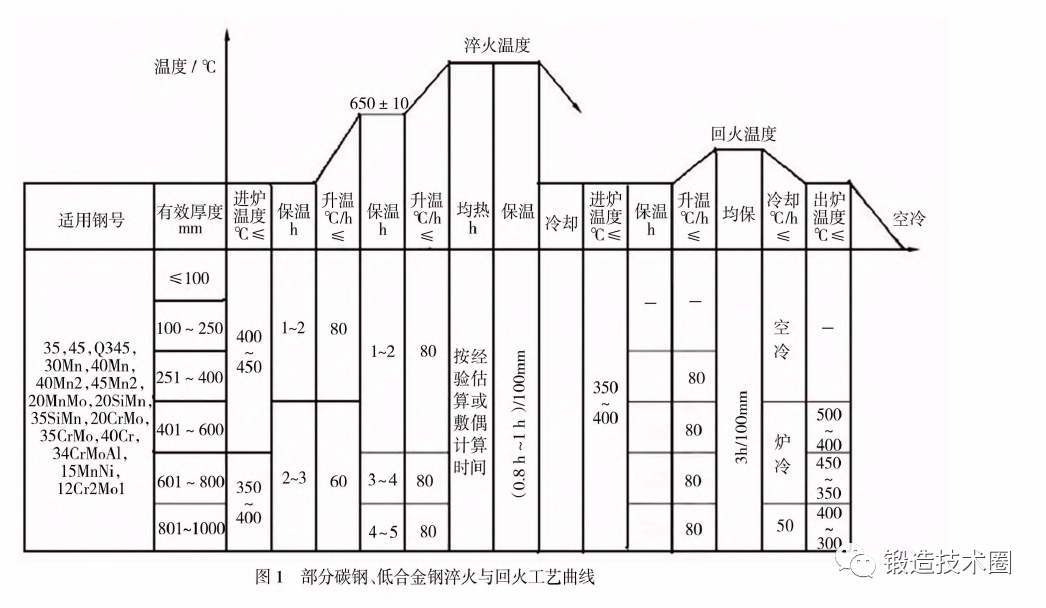
Heat treatment process chart for low-alloy and carbon steels, showing temperature, heating rates, holding times, and cooling stages for different thickness ranges and steel grades.
Heating Equipment
Use a heat treatment furnace with controllable heating rates. Air is the typical heating medium; for sensitive parts, use protective atmospheres. Ensure the furnace’s temperature uniformity meets GB/T9452 or GB/T30824, with deviations within ±10°C.
Loading the Furnace
Design fixtures to prevent distortion. Place parts in the furnace’s effective heating zone to ensure even heating. Avoid flame impingement in gas furnaces. For long shaft components, position them vertically.
Determine the loading temperature based on steel type and effective thickness. For instance, for 45 or 40Cr steel with ≤600mm thickness, use ≤400°C–450°C.
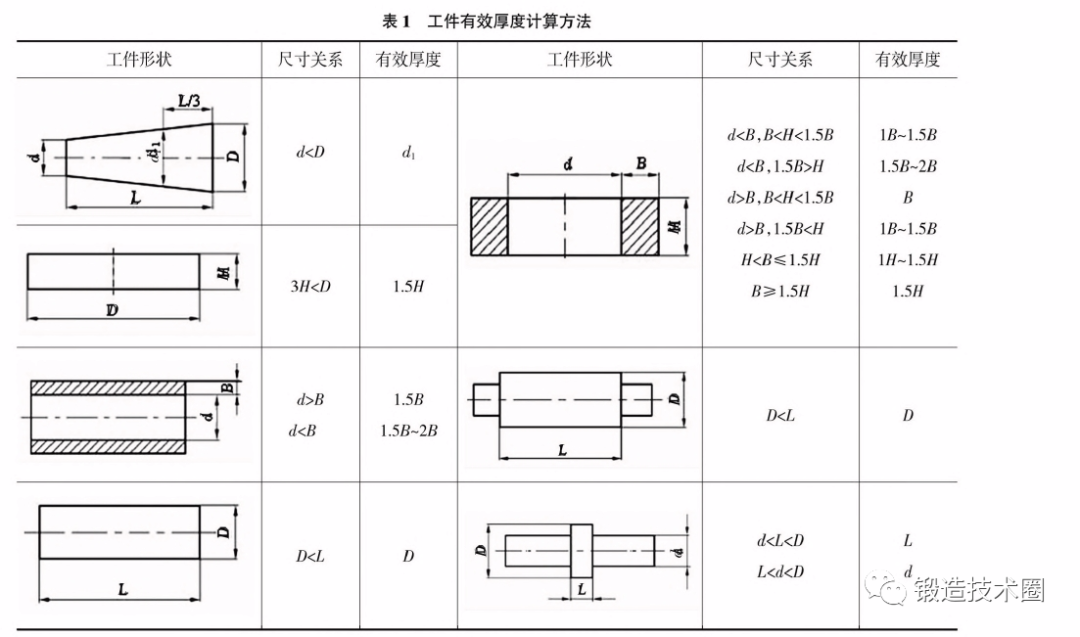
Table of effective thickness calculation methods for different workpiece shapes.
Heating Method
Large cross-sections cause temperature differences between the surface and the core, leading to stress. Use stepwise heating—slowly heat to 600°C–700°C, hold, then increase to the quenching temperature.
Quenching Temperature
Choose temperature based on the steel’s composition and critical transformation points. Select the upper limit to ensure full austenitization, even in segregated zones.

Quenching temperature curve for various steel types
1.2 Soaking and Holding Time
Soaking ensures uniform temperature throughout the part. You can estimate soaking time by observing surface color or using thermocouples. The holding time depends on steel grade and part thickness:
- Carbon and low-alloy steels: 0.6h–1.2h per 100mm
- Medium/high-alloy or martensitic stainless steels: 1.0h–2.0h per 100mm
1.3 Quenching and Cooling
During quenching and cooling, you must ensure the transformation of undercooled austenite into martensite. At the same time, you must avoid excessively fast cooling, which can increase internal stresses, leading to deformation or even cracking. Therefore, you should adopt a suitable cooling method to ensure uniform cooling across all surface areas of the component.
Quenching Equipment
Use quenching tanks large enough to absorb the component’s heat. If needed, add auxiliary tanks with circulation pumps that meet quenching flow requirements.
Equip the tank with a stirring system and cooling loop. Use fixtures or hoists to move parts vertically or laterally. For complex shapes, design custom supports.
In air or mist cooling, adjust nozzle direction and pressure based on the component’s size and shape to ensure even cooling.
Install temperature sensors in liquid quenching tanks with a resolution of ≤5°C to monitor medium temperature.
Follow standards:
- JB/T 6955 for quenching media
- JB/T 10457 for quenching equipment
- JB/T 7688.6 for hoisting systems used during quenching
Cooling Methods
Large forged steel components generate significant thermal stress during cooling. Additionally, they develop substantial phase transformation stress, which can cause cracks, complete fractures, or hinder internal structural transformation, thereby delaying or reducing the conversion of austenite to martensite.
To address this, you can use various quenching methods for large forgings, including:
- Air cooling
- Mist cooling
- Oil quenching
- Water quenching
- Water-to-oil quenching
- Water-to-air quenching
- Water-soluble quenching fluids

Various quenching methods for forged steel components
Select the cooling method that minimizes thermal stress while satisfying performance requirements. If needed, conduct computer simulations or process trials before full-scale production to confirm the optimal method.
If you consider using water quenching, calculate the carbon equivalent (Ceq) of the workpiece to assess feasibility. Use water-quenching data for the analysis.
Carbon Equivalent Guidelines:
- If the positive segregation zone carbon content is ≤ 0.31% and Ceq ≤ 0.75%, water quenching is safe.
- If carbon is between 0.32–0.36% and Ceq is 0.75–0.88%, water quenching is possible but must be used with caution.
- If carbon > 0.36% or Ceq ≥ 0.88%, do not use water quenching unless explicitly approved.
Quenching Cooling Time
The cooling time during quenching depends on the final core temperature of the forged component. You can use computer simulations to develop and optimize specific process parameters.
- For high-alloy steels, the final core temperature should fall between the bainite finish temperature (Bf) and the martensite start temperature (Ms), typically 200°C to 350°C.
- For medium-alloy steels, the core temperature should stay below the austenite-to-pearlite transformation range, typically 350°C to 400°C.
- For components that require an upper bainite structure, you can allow a slightly higher final cooling temperature.
- For high-purity forgings with excellent metallurgical quality, the core temperature can be even lower than these typical values.
Tempering of Large Forged Steel Components
Tempering should begin immediately after quenching to relieve stress and prevent cracking. For crack-sensitive materials like high-alloy steels, keep the delay between quenching and tempering under 2 hours.
Key Parameters for Tempering
Set the furnace loading temperature based on the steel’s TTT curve, typically near the Bf or Ms temperature.
Select the tempering temperature according to the desired final hardness and performance.
Control heating rates between 30°C/h and 100°C/h, or apply stepwise heating, depending on the steel grade, size, shape, and quenching method.
Estimate soaking time as half of the tempering duration. If thermocouples are placed on the surface, start holding when all sensors reach the target temperature.
Determine holding time based on effective thickness—typically 2 hours per 100mm.
Cooling After Tempering
To control residual stress, reduce cooling rates above 400°C.
For steels prone to tempering brittleness, choose the cooling method based on size and geometry.
As tempering temperature increases:
- Strength and hardness typically decrease
- Plasticity and toughness improve
However, at certain temperature ranges, some steels become more brittle—this is tempering embrittlement.
- For steels not prone to secondary embrittlement (e.g., 45, 35CrMo, 45CrMo), use furnace or air cooling.
- For steels prone to secondary embrittlement (e.g., 40Cr, 3Cr13), use rapid cooling methods, such as water quenching, to eliminate brittleness.
Conclusion
Quenching and tempering are essential heat treatment processes that enhance the performance of large forged components.
- Quenching prepares the microstructure.
- Tempering determines the final properties and ensures long-term stability.
Large forged components often suffer from non-uniform composition, excess inclusions, shrinkage cavities, massive heat capacity, and internal stress, making the heat treatment process more complex.
The GB/T 37464—2019 national standard (effective December 1, 2019) outlines the technical requirements for quenching and tempering of large forgings. It applies to components used in energy, metallurgy, and transportation sectors.
To achieve optimal performance, quality, and service life, manufacturers must rigorously implement these national standards.


